L'interfaccia macchina-utente aumentà la produttività di un'azienda di basi per stampi
Il mercato delle basi per stampi a iniezione in plastica oggi vive una fase di grandi cambiamenti. I produttori di oggetti in plastica stanno intensificando la produzione di piccoli lotti di articoli con dimensioni, forme e finiture diverse, ciascuno dei quali richiede uno stampo apposito.
GM Enterprise, azienda leader del settore, aveva la necessità di intensificare la produzione, al fine di soddisfare l'aumento della domanda. Oltre ad aumentare la capacità produttiva e a ridurre i tempi dei processi, l'azienda aveva bisogno di ridurre i rischi dovuti a errori umani.
Per raggiungere tali obiettivi e sfruttare al meglio le nuove opportunità offerte da un mercato in espansione, GM Enterprise si è affidata a Renishaw, adottando un'interfaccia utente grafica e una serie di sonde di presetting utensili con trasmissione radio da installare sulle sue nuove macchine CNC.
Background
Fondata nel 1982, GM Enterprise è considerata una delle principali aziende taiwanesi nel settore delle basi per stampi e produce assemblaggi multicomponente molto complessi che ricoprono un ruolo vitale nei processi di stampaggio a iniezione di materie plastiche. Attualmente, GM Enterprise rivolge l'attenzione principalmente al mercato interno, che rappresenta il 60% delle vendite, ma può vantare anche una serie di importanti clienti internazionali, fra cui Mabuchi Motor, Futaba e YKK in Giappone e SHL di Hong Kong.
La lavorazione degli stampi più complessi richiede fino a tre giorni, con tolleranze che devono essere mantenute entro un intervallo di ±5 µm e l'azienda è alla costante ricerca di soluzioni per accrescere la produttività e ridurre al minimo gli scarti.
Per ottenere l'elevato livello di precisione richiesto dalla progettazione e dalla lavorazione degli stampi, GM Enterprise si affida da molti anni alle sonde per macchine utensili Renishaw che consentono ai centri di lavoro CNC di produrre con la massima accuratezza.
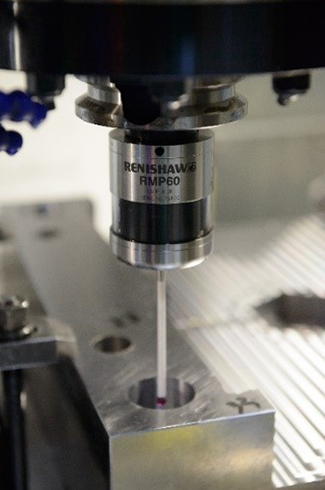
L'azienda utilizzava sei macchine CNC su cui erano installate varie sonde Renishaw, fra cui la MP10 con trasmissione a infrarossi, sistemi cablati TS27R per il presetting utensili e sonde a mandrino RMP60 con trasmissione radio.
Grazie all'adozione di queste sonde, GM Enterprise era già riuscita a eliminare dai suoi processi fino a quattro errori di impostazione e di misura a settimana, con una significativa riduzione degli scarti e un notevole aumento della produttività.
L'eliminazione degli errori ha aiutato GM Enterprise a crearsi un'ottima reputazione per la qualità e l'affidabilità dei propri prodotti, sia nel mercato interno sia a livello internazionale.
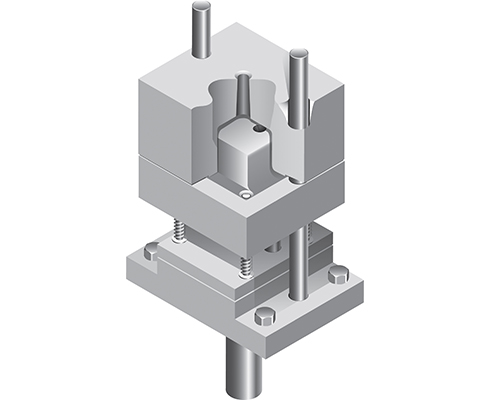
Cos'è una base per stampi?
Le basi per stampi vengono utilizzate all'interno delle stampatrici a iniezione per materie plastiche per fissare uno stampo bicomponente (cuore e cavità). La base svolge un ruolo fondamentale anche nelle operazioni di fissaggio, iniezione ed eiezione.
Nella parte anteriore della base è presente una piastra di supporto che tiene in posizione lo stampo e fornisce una boccola del canale di colata attraverso la quale viene iniettata la plastica fusa. La base include anche un anello di posizionamento che assicura il perfetto allineamento con l'ugello dell'iniettore.
La parte posteriore della base è composta all'interno dal sistema di eiezione, che si collega al cuore dello stampo e all'esterno dalla piastra di supporto.
Quando i morsetti della macchina separano il cuore dalla cavità dello stampo, una barra attiva il sistema di eiezione che spinge la plastica solidificata fuori dallo stampo aperto.
La sfida
Le produzioni di grandi volumi rimangono una caratteristica dell'industria degli stampi a iniezione in plastica, tuttavia GM Enterprise ha individuato un interesse crescente del mercato verso l'offerta di articoli diversificati e prodotti in piccoli lotti.
Come conseguenza, sono aumentate le richieste di basi con forme personalizzate da parte di clienti stranieri che chiedevano tempi di consegna rapidi e una qualità sempre maggiore.
Di fronte a una tale domanda, si è riscontrato che i tempi richiesti per le impostazioni manuali di pezzi e utensili rappresentavano un collo di bottiglia che andava assolutamente eliminato.
Al tempo stesso, l'aumento delle ore di lavoro e la costante richiesta di nuovi stampi accrescevano i rischi di errori umani durante le impostazioni e le misure, con il crescente pericolo di provocare danni alle sonde e produrre componenti non conformi.
Per rispondere in modo adeguato alle nuove dinamiche del mercato e per cogliere le opportunità commerciali che esso offriva, GM Enterprise doveva necessariamente accrescere la propria capacità produttiva e contemporaneamente ridurre i rischi di introdurre errori umani.
GM Enterprise (Taiwan)
Soluzione
In occasione dell'acquisto di due nuove macchine CNC destinate all'impianto produttivo di Taiwan, GM Enterprise ha deciso di ordinare anche un’interfaccia grafica utente (GUI) di Renishaw da utilizzare per attività di presetting utensili, ispezione e diagnostica.
Renishaw vanta una grande esperienza nella fornitura di soluzioni per l'automazione delle macchine utensili e commercializza una serie di GUI compatibili con i controlli dei più importanti produttori del settore: Bosch Rexroth, Fanuc, Heidenhain, Mazak, Okuma, Siemens e altri ancora. Le interfacce sono disponibili in molte lingue diverse.
In questo caso, la GUI è stata integrata in un centro di lavoro verticale YCM di tipo gantry e ha fornito a GM Enterprise l'opportunità di semplificare notevolmente il processo di programmazione delle macchine utensili, con un impatto positivo sulla produzione.
L'ambiente software semplice e intuitivo dell'interfaccia ha guidato gli operatori di GM Enterprise in tutte le fasi della misura, incluse la calibrazione delle sonde, l'impostazione pezzo, il presetting utensile e i cicli di ispezione.
La GUI ha permesso di eliminare molte attività tipiche dell'impostazione manuale, accrescendo l'usabilità e velocizzando le operazioni di programmazione della macchina utensile. Inoltre, ha reso accessibili le macchine anche a operatori che non avevano grandi competenze in programmazione CNC.
Insieme all'interfaccia GUI di Renishaw, GM Enterprise ha deciso di acquistare anche un sistema di presetting utensili RTS, che con la sua funzionalità wireless assicura maggiore flessibilità alle macchine utensili.
RTS è stato il primo sistema a trasmissione radio acquistato da GM Enterprise per il presetting utensile e ha aumentato la flessibilità di installazione e garantito la totale libertà di movimento delle macchine. Le sonde verificano l'integrità degli utensili e ne misurano rapidamente lunghezza e diametro, con una ripetibilità di ±1 µm.

Risultati
Nel primo anno di utilizzo, le nuove macchine hanno permesso a GM Enterprise di aumentare la produttività del 30%, un risultato straordinario che, secondo il General Manager Shen Ming Pao è dovuto in larga parte al ruolo fondamentale svolto dall'interfaccia Renishaw.
"Non appena abbiamo iniziato a utilizzare la GUI, i nostri progettisti sono tornati a concentrare l'attenzione sullo sviluppo dei programmi, lasciando il funzionamento della macchina CNC nelle mani degli operatori", ha commentato Shen Ming Pao. "Ora lavoriamo con maggiore efficienza".
Il General Manager ha anche spiegato che l'introduzione dell'interfaccia ha contribuito in modo significativo ad aumentare il livello di dimestichezza degli operatori incaricati all’utilizzo delle sonde per macchine CNC. La programmazione più semplice e intuitiva ha anche aiutato gli operatori macchina provenienti da paesi stranieri ed esposti a naturali barriere linguistiche, ad operare con più serenità sulle sonde.
Shen ha spiegato: "Per una piccola azienda come la nostra, le sonde per macchine utensili rappresentano un investimento importante e molti operatori lavorano con il timore di commettere errori che possano danneggiarle. L'interfaccia grafica di Renishaw è semplice e intuitiva ed è dotata di impostazioni di protezione che risolvono questo problema, permettendo agli operatori di lavorare con maggiore tranquillità".
L'investimento operato da GM Enterprise con l'acquisto dei sistemi Renishaw ha accresciuto le capacità produttive dell'azienda ed è stato accolto con entusiasmo dal personale e dai clienti. Oggi l'azienda è in grado di produrre circa 2.500 basi per stampi all'anno e ha ordinato altre tre macchine CNC, tutte dotate di interfacce e sonde per il presetting utensili Renishaw.


