Grazie ai calibri Equator™, Tremec Mexico ha ridotto dell'85% i tempi di ispezione in officina per la produzione di pezzi per Daimler
Ottimizzazione delle ispezioni sui cambi Daimler
Nei suoi stabilimenti di Queretaro, non lontano da Città del Messico, Tremec produce sistemi di trasmissione per Daimler, Volvo, GM, John Deere e CNH. L'azienda si è resa conto che le operazioni di controllo richiedevano tempi eccessivamente lunghi e che l'intero processo produttivo poteva essere migliorato in modo significativo. A seguito di una commessa da parte di Daimler per la fornitura di un nuovo sistema di cambio, Tremec ha deciso di ricorrere ai calibri Equator di Renishaw per tentare un approccio diverso alle operazioni di rettifica e tornitura. Le celle producono giornalmente 550-600 cambi da inviare all'impianto statunitense di Daimler.
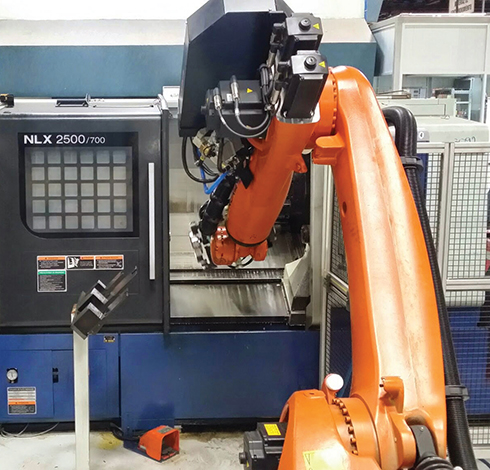
In precedenza, dopo ogni fase di lavorazione, era necessario spostare i pezzi nella "sala di controllo qualità" per ispezionare alcuni elementi. Questa operazione richiedeva mediamente venti minuti. Per ottenere la migliore accuratezza possibile, si arrivava ad attendere anche un'ora affinché il pezzo si adeguasse alla temperatura della sala, prima di effettuare le misure. Affiancando alle macchine i calibri Equator, i tempi di misura si sono ridotti a due minuti e mezzo. Dopo la fase di tornitura, in cui un robot Kuka carica e scarica due torni Mori Seiki, Equator ispeziona un pezzo prodotto su tre. Successivamente, qualora ce ne fosse la necessità, gli operatori si occupano di aggiornare i correttori utensili delle macchine.
Una delle aree di produzione è dedicata alla realizzazione dei pezzi per Daimler, tramite processi di tornitura e rettifica. All'inizio del progetto, erano sorti molti dubbi riguardo l'uso di sistemi tradizionali di misura dei pezzi che avrebbero allungato considerevolmente i tempi complessivi di lavorazione.
"Nelle fasi iniziali del progetto Daimler, siamo andati alla ricerca di sistemi alternativi per il controllo dei processi, al fine di migliorare le tempistiche rispetto all'approccio usato in precedenza", ha raccontato l'ingegnere Andrés González, responsabile del reparto qualità e calibrazioni di Tremec. "Partecipando a varie fiere di settore, ci siamo resi conto che il calibro Equator di Renishaw poteva essere lo strumento adatto per noi. Abbiamo chiesto informazioni sul suo funzionamento e siamo rimasti positivamente colpiti dalla sua flessibilità e adattabilità alle diverse esigenze del nostro progetto".
Celle di produzione
Attualmente, Tremec dispone di sei torni Mori Seiki, due rettificatrici cilindriche e quattro robot Kuka ed è in grado di produrre 25 modelli diversi di cambi elicoidali e a doppio cono. Una cella è composta da due torni Mori Seiki a 3 o 4 assi, un marker, un rilevatore pezzi, un robot e un calibro Equator. L’ispezione viene effettuata su un pezzo ogni tre. Grazie alle misure di altezza e diametro fornite da Equator, gli operatori possono aggiornare i correttori utensili dei torni.
I sistemi Equator sono stati forniti da Conmed (Control and Measurement) un distributore Renishaw con sede nella regione di Bajío, su consiglio di Jesús Marañón che si è anche occupato, insieme al suo team di specialisti, di sviluppare i primi programmi. Durante l'analisi dei processi adottati in officina, Marañón e i suoi uomini avevano notato che l’ispezione prendeva in considerazione solo gli elementi di base. Per misurare il diametro di un componente importante, gli operatori dovevano portare il pezzo in sala metrologica e posizionarlo su una macchina di misura.
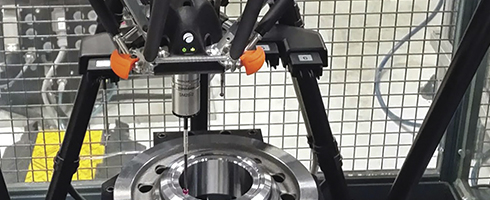
"Equator funziona in modo simile a una CMM, quindi una volta installato, ci ha permesso di misurare tutti gli elementi, inclusi i diametri, nella cella di produzione, senza bisogno di trasportare il pezzo in sala metrologica. Il collaudo viene effettuato direttamente in officina. Questo è sicuramente un vantaggio enorme", ha affermato l'ing. González.
Con il metodo tradizionale, una misura di quel tipo, svolta in sala metrologica , richiede circa 20 minuti, al netto del tempo di attesa necessario per acclimatare il pezzo. Affiancando alle macchine utensili i calibri Equator, Tremec è riuscita a ridurre i tempi di ispezione a due minuti e mezzo.

Analizzando le specifiche dei nostri clienti e osservando gli elementi da controllare, ci siamo resi conto che avevamo la possibilità di ridurre il numero di dispositivi utilizzati, perché Equator è in grado di misurare di tutto: distanze, dimensioni e diametri.
Tremec (Messico)
L'uso di Equator per altri processi
Visto il successo del progetto iniziale, Tremec si è resa conto che la flessibilità e le funzionalità di Equator lo rendevano uno strumento utilissimo anche in altri processi.
L'azienda ha quindi iniziato a sfruttarlo anche per l’ispezione di elementi complessi nell'area di tornitura verde, dove vengono realizzati vari tipi di cambi a doppio cono con diametri intorno ai 200 mm.. "In queste celle usiamo Equator per misurare diametri, distanze, angoli e la correlazione fra l'eccentricità e gli errori di forma. In origine, questa operazione doveva avvenire in due fasi: una prima fase con 10 pezzi e una seconda con altri 10 pezzi. La prima fase ci ha permesso di esaminare l'intero processo da una prospettiva completamente nuova.
In precedenza gli elementi venivano misurati utilizzando strumenti manuali, come ad esempio calibri di Vernier e una tavola di misura. Grazie al sistema Equator, possiamo usare lo stesso programma per misurare i diametri, le altezze e, in alcuni casi, anche gli angoli degli smussi. L'introduzione di Equator ha migliorato enormemente l'intero processo di ispezione e produzione", ha concluso l'ingegnere.
Nel futuro di Tremec i calibri Equator giocheranno un ruolo sempre più importante. "Siamo intenzionati a dare inizio a una nuova fase: la misura di diametri interni e di eccentricità o deformazioni, sia nei diametri che sulle superfici" ha spiegato González.
Celle di automazione
L'introduzione di Equator è solo la prima parte del piano. Con tre sistemi Equator già operativi nelle celle di produzione automatizzate, Tremec sta pensando di passare alla fase successiva, dotando di un Equator tutte le celle robotizzate entro la fine dell'anno. Al momento, vi sono altre 10 celle che vengono caricate manualmente. "L'implementazione di sistemi di misura automatici rappresenta uno dei nostri obiettivi principali", ha spiegato González.
Calibrazione in officina
Il calibro Equator è un dispositivo per ispezioni in officina. Può essere affiancato alle macchine utensili ed è in grado di adattarsi alle variazioni di temperatura, garantendo in ogni occasione un elevatissimo livello di accuratezza. È esattamente ciò di cui aveva bisogno l'azienda per ottimizzare le operazioni di ispezione. Equator offre anche molti altri vantaggi, fra cui la visualizzazione dei dati relativi alle misure del pezzo, degli storici e delle tendenze. Un ulteriore funzionalità che Tremec ha trovato molto utile è la possibilità di registrare i dati tramite la funzione Process Monitor integrata al software di Equator al fine di assicurare la massima tracciabilità.
"I nostri vecchi dispositivi erano quasi tutti in grado di visualizzare i risultati della misura, ma richiedevano un software aggiuntivo per la registrazione e l'analisi", ha dichiarato l'ing. González. "Il calibro Equator rappresenta un'alternativa completa ed è esattamente ciò che stavamo cercando. Questo è il motivo per cui l'abbiamo scelto. Analizzando le specifiche dei nostri clienti e osservando gli elementi da controllare, ci siamo resi conto che avevamo la possibilità di ridurre il numero di dispositivi utilizzati, perché Equator è in grado di misurare di tutto: distanze, dimensioni e diametri.
Tuttavia, si differenza da una CMM, in quanto utilizza un metodo di confronto che prevede un pezzo master misurato in sala metrologica, identico nominalmentecome dimensioni e materiali, ai pezzi da lavorare. Equator sfrutta la tracciabilità certificata della CMM per produrre un file con i dati di misura che vengono poi usati dal calibro ogni volta che si utilizza il pezzo master per azzerare il sistema. In questo modo abbiamo sempre la certezza che le misure siano affidabili".
Tremec e i sistemi di metrologia
Tremec è stata fondata nel 1964 per produrre trasmissioni manuali per veicoli leggeri e pesanti destinati al trasporto di persone. Oggi le sue attività si concentrano nella progettazione e produzione per il mercato automobilistico, agricolo e militare di soluzioni tecniche per il trasferimento di coppia L'offerta dell'azienda include sistemi di trasmissione manuali e automatici, trasmissioni a doppia frizione, cambi, alberi, frizioni, sincronizzatori e sistemi integrati, con i relativi software di controllo.
Tremec è una società messicana, con filiali negli Stati Uniti, in India e in Belgio. Lo stabilimento belga è stato aperto cinque anni fa ed è dedicato allo sviluppo dei prodotti. Gran parte delle attività della sede messicana di Escobedo è destinata alla fornitura di componenti per aziende quali Eaton, Navistar (il più vecchio cliente dell'impianto), CNH e Parker.
I calibri Equator rivestono un ruolo importante nelle strategie future
Le celle in cui sono installati i calibri Equator producono giornalmente 550-600 cambi da inviare all'impianto statunitense di Daimler. Questo stabilimento ospita anche celle di produzione per Volvo (cambi), GM (trasmissioni), John Deere e CNH.
Il progetto di Tremec prevede l'installazione di altre sei stazioni Mori Seiki e due rettificatrici aggiuntive, insieme a sei robot Kuka. Un ulteriore sistema Equator dovrebbe andare a completare la terza cella di rettifica.
Adattamento dal caso originale – Eduardo Tovar, Modern Machine Shop Mexico.

